Orbray 정밀 보석 부품 > 정밀 가공 > 상온 접합
페이지 정보

본문

상온 접합Room Temperature Bonding
단결정이나 세라믹스를 붙이는
~무가열・접착제 불요~

개요 상온 접합이란?
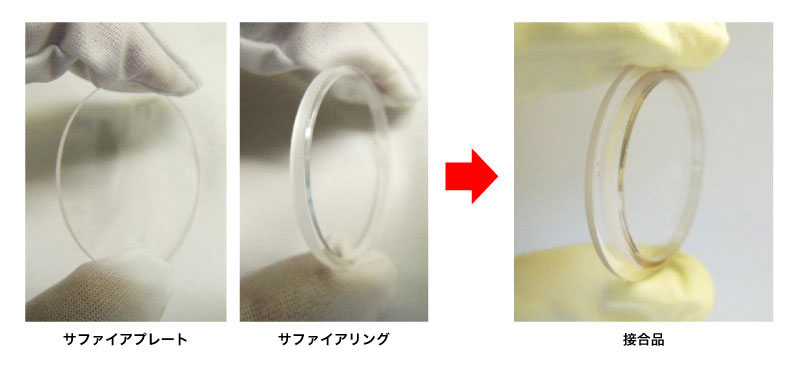
붙이고 싶은 물건끼리의 표면을 연마해 두고, 그 위에 금속 박막을 성막해, 이러한 표면을 맞추면 한순간에 붙일 수 있습니다. 금속, 반도체, 유리, 세라믹 등 무엇이든 붙일 수 있으며 재질은 묻지 않습니다. 붙이는 것의 온도를 올리지 않고, 실온에서 붙일 수 있기 때문에, 「상온 접합」이라고 불리고 있습니다.
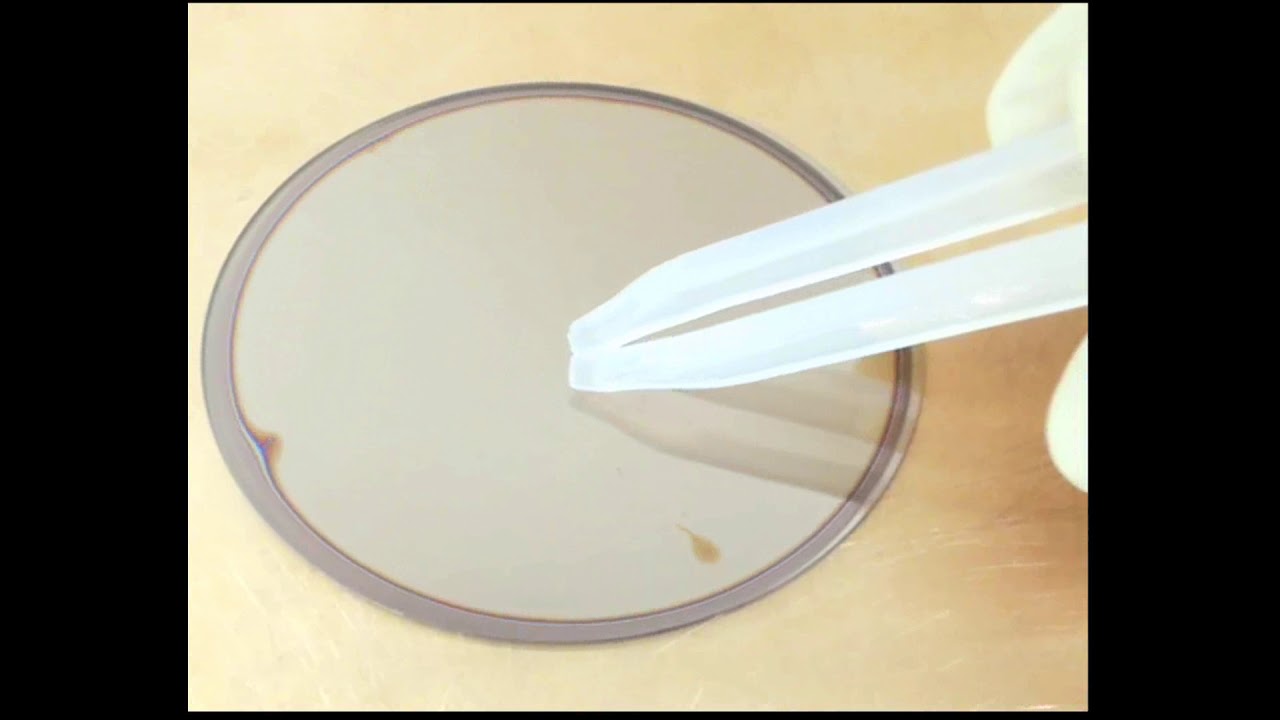
아래 동영상은 석영 유리의 웨이퍼(직경 2인치, 두께 1mm)끼리를 접합하고 있는 모습입니다. 핀셋으로 중심부를 가볍게 누르는 것만으로 바깥쪽을 향해 순식간에 색이 바뀝니다. 이것은 웨이퍼 상에 성막한 금속막이 일체화되어, 웨이퍼끼리의 접합이 한순간에 끝난 것을 나타내고 있습니다.
상온 접합의 원리
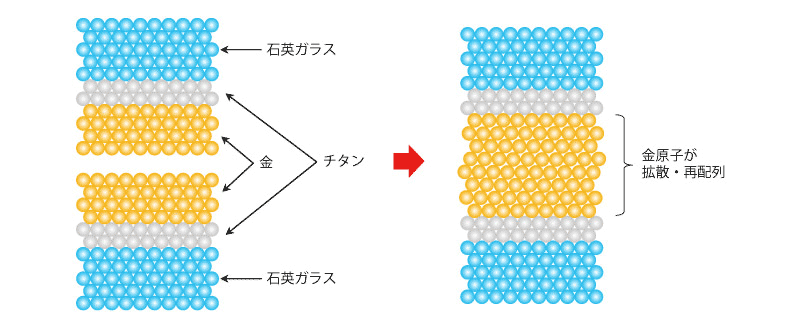
방금 전의 석영 유리의 예로 설명합니다. 우선 진공중에서 스퍼터링으로, 석영 유리에 밀착성이 좋은 티탄을 하지막으로서 성막하고, 그 위에 금을 성막합니다. 그런 다음 석영 유리를 대기로 꺼내 금 표면을 서로 접촉시킵니다. 금 원자는 확산·재배열을 하여 일체화하고, 접합이 종료합니다.
접합 기술에서 상온 접합의 위치 지정
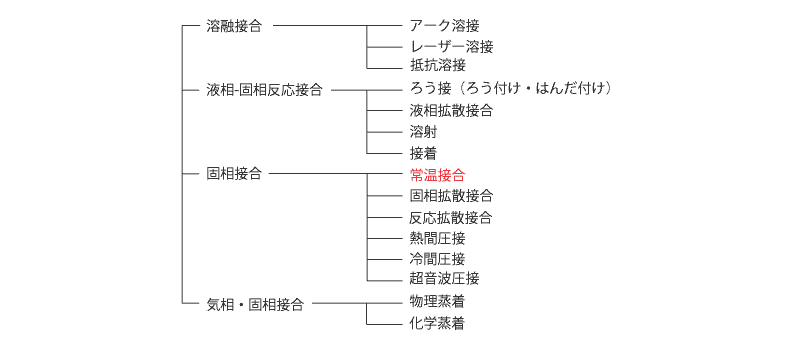
아래 그림과 같이 접합 기술은 물을 녹여 접합하는 용융 접합(용접), 액체와 고체의 반응을 이용하는 액상-고상 반응 접합, 고체 상태에서 접합하는 고상 접합, 기체와 고체 상태에서 접합하는 기상-고상 접합으로 분류됩니다. 이 중 상온 접합은 고상 접합 중 하나에 위치합니다.
상온 접합의 특징
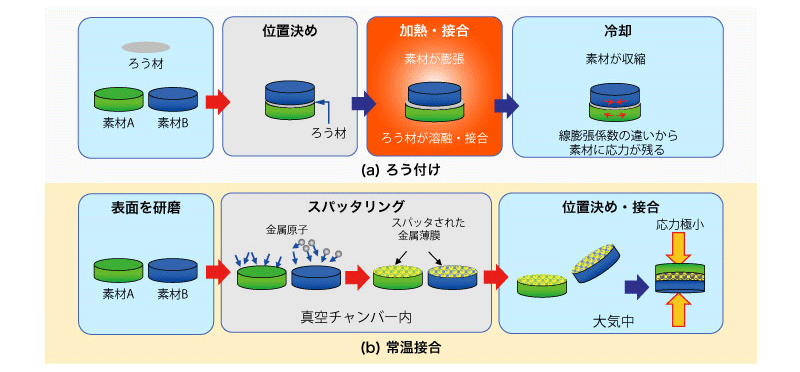
상온 접합에서는 물건을 붙일 때 열을 걸 필요가 없습니다. 열을 가하여 접합하는 종래의 방법, 예를 들어 브레이징과 비교해 봅시다. 아래의 그림(a)과 같이, 납땜에서는 납땜재를 소재 A와 B의 사이에 끼우고, 납땜재가 녹는 온도까지 가열해 접합합니다. 그 후 실온까지 냉각하면 소재 내부에 응력이 남습니다. 이것은 소재 A와 B의 선팽창 계수가 다르고 가열시의 팽창과 접합 후의 냉각시에 수축하는 정도가 A와 B에서 다르기 때문입니다. 이로 인해 소재의 휨이나 균열(균열)이 발생할 수 있습니다.
한편, 상온 접합에서는 그림(b)와 같이, 소재 표면을 연마해 두고, 진공 챔버 내에서 두께 나노미터 오더의 금속 박막을 성막합니다. 마지막으로 위치결정과 가압을 하여 접합이 완료됩니다. 이와 같이 열을 가할 필요가 없기 때문에, 접합 후의 응력은 매우 적고, 접합의 품질이나 신뢰성을 올릴 수 있습니다. 일반적으로 반도체 디바이스용 웨이퍼와 웨이퍼의 접합, 광학 소자의 접합 등에 사용되고 있습니다.
당사의 상온 접합의 특징
당사는 오랜 세월 루비 , 사파이어 , 다이아몬드 , 알루미나, 지르코니아, 가닛 등의 공업용 보석이나 세라믹을 가공·연마해 왔습니다. 당사가 자랑하는 상온 접합의 소재는 이러한 보석과 세라믹이됩니다 . 종래의 상품의 조립에서는, 예를 들면 플라스틱과 접착제로 접착하거나 금속과 브레이징으로 접합하고 있었습니다. 물론 이러한 접착 방법으로도 충분할 수 있지만 일부 용도에서는 문제가 될 수 있습니다. 예를 들어,
- 사용 온도가 높고 접착제가 녹기 때문에 접착제를 사용할 수 없습니다.
- 높은 압력이나 약액에 노출되는 환경에서 사용하기 때문에 접착제를 사용할 수 없다.
- 치수 정밀도가 매우 엄격하고, 접착제나 브레이징에서는 정밀도가 나오지 않는다
- 인체에 삽입하기 때문에 납땜 재료가 인체에 악영향을 미치는 브레이징을 사용할 수 없습니다.
공업용 보석과 세라믹은 내열성, 내압성, 내약품성이 뛰어나 생체 적합성이 있는 등 매우 독특한 특성이 있습니다. 그러나 금속 등과 달리 조립 방법으로 머리를 괴롭히는 경우가 많지 않을까요?
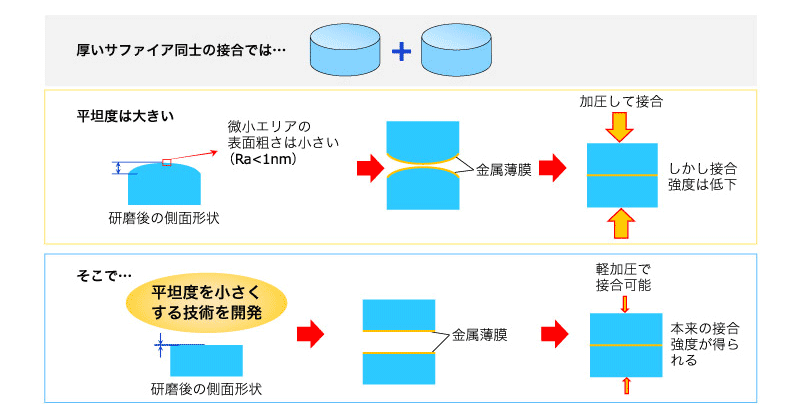
그래서 당사는 도호쿠 대학 전기통신연구소 시마즈 타케히토 교수와 공동 연구를 실시하여 최신 상온 접합 기술을 도입했습니다. 이 기술은, 붙이고 싶은 물건끼리의 표면을 연마해 두어, 그 표면에 두께가 나노미터 오더의 금속 박막을 성막하고, 성막면끼리를 겹치는 것으로 물끼리를 붙일 수 있습니다 . 당사에서는 종래부터 사파이어 웨이퍼를 연마하는 기술이 있었습니다. 얇은 웨이퍼에서는 웨이퍼 자체가 어느 정도 휘어질 수 있기 때문에, 웨이퍼를 핀셋으로 누르는 것만으로 거의 가압하지 않고 접합할 수 있습니다. 한편, 내압성이 요구되는 두께의 두꺼운 사파이어에서는 표면을 연마하는 기술 외에 전체 형상을 평탄하게 하는 기술이 필요하다. 두꺼운 사파이어에서는, 접합시에 웨이퍼와 같이 휘게 할 수 없기 때문입니다. 거기서 새롭게 평탄 연마 기술을 확립하는 것으로, 두꺼운 사파이어에서도 최소한의 가압으로 접합하는 데 성공했습니다 . 연마에 대한 자세한 내용은 위탁 연마 가공을 참조하십시오.
상온 접합의 장점
이 상온 접합에는 매우 많은 이점이 있습니다. 예를 들어,
- 표면 거칠기와 평탄도가 확보되면 어떠한 소재라도 접합이 가능.
- 선팽창 계수가 다른 이종 소재끼리의 접합도 가능.
- 접착제, O링, 나사 등을 사용하지 않기 때문에 부품 점수를 대폭 삭감할 수 있다.
- 설계의 자유도가 현격히 오르고, 심플하고 컴팩트하게 할 수 있다.
- 고온으로 할 수 없는 부재와의 접합이 가능.
- 가혹한 환경에서도 열화하는 부분이 없는 구조가 가능.
- 접합 전후에 온도 변화가 없기 때문에, 가열에 의한 응력이 남지 않는다.
- 대기중에서 정확하게 위치결정하여 접합을 할 수 있다.
- 접착제나 납재에 비해 화학적 안정성이 높은 금이나 티탄 등을 사용하고 있어, 내식성이 우수하다.
- 접합 계면은 일체화되어 있어 공극이 없고, 기밀성이 우수하다.
- 접착재의 성분의 용출이 문제가 되는 진공용기나 이화학기기 등의 분야에도 사용 가능.
- 접합 후의 세정에 유기 용제를 사용 가능.
아직 우리가 생각하지 않는 잠재적인 이점이 많이 있다고 생각합니다.
예상되는 용도
각종 뷰포트 플랜지 부착 사파이어 창 자외선·적외선 투과창
센서 커버 관찰 셀 결정체 어레이 보석품·고급 시계 외 각종 외장 부품
그 외, 박막을 이용한 새로운 기능성 부품, 금속 박막을 적극적으로 이용한 새로운 광학 부품 등도 기대됩니다. 시작부터 대응하므로, 부담없이 말씀해주십시오. 당신의 아이디어를 모양으로 보지 않겠습니까?
채용 사례
사파이어 튜브에 의한 유체 관찰
스테인리스와 사파이어를 상온 접합함으로써, 가압 상태의 액체나 기체의 흐름을 관찰 가능한 고압 셀을 개발
기존
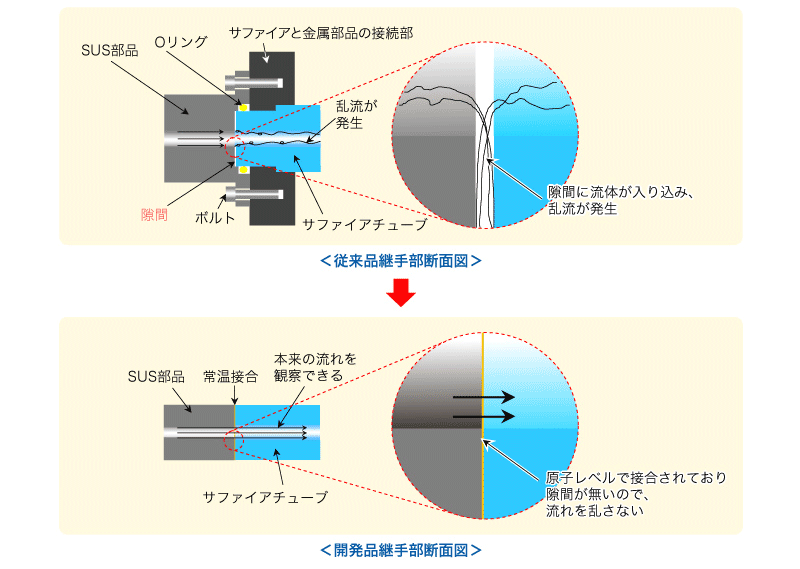
- 스테인레스 스틸 부품, 사파이어 튜브 , O 링, 볼트, 스테인레스 스틸과 사파이어 연결 부품으로 구성된 많은 부품으로 복잡한 설계되었습니다.
- 사파이어 튜브와 스테인레스 스틸 사이의 틈새로 인해 흐름이 바뀌고 원래 배관의 유체 상태를 관찰 할 수 없습니다.
개선 사례
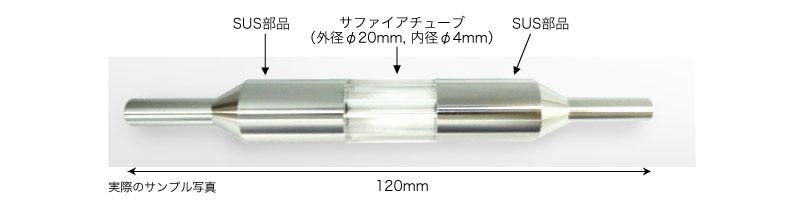
- 내압 유리공업 주식회사님과 타이업해, 특수 기술을 응용한 가압 상태의 액체·기체 등의 흐름을 관찰할 수 있는 고압 셀을 개발. 씰을 위한 O링을 사용하지 않고, 관찰부와 배관끼리를 상온 접합으로 직접 접합하는 것으로, 흐름을 방해하지 않는 컴팩트한 배관 가시화 부품을 실현. 침입 피팅 사양에 의해 기존 배관에 설치도 가능.
- 가시부에 내약품성이 뛰어난 사파이어를 사용하는 것으로, 많은 액체·기체의 관찰에 사용 가능.
- 스테인리스 피팅과 사파이어 가시부를 접합.
- 최대 사용 압력: 20MPa
- 최고 사용 온도: 100°C
- 외형치수:외경Φ20mm×길이120mm
- 사파이어 관 치수: 외경 Φ20mm×내경 Φ4mm*
- 가시 치수:길이 20mm**
- 재질: 사파이어, SUS316
※사파이어 관내경은 상담해 주십시오.
**가시부 길이는 최대 50mm까지 제작 가능
접합 사례
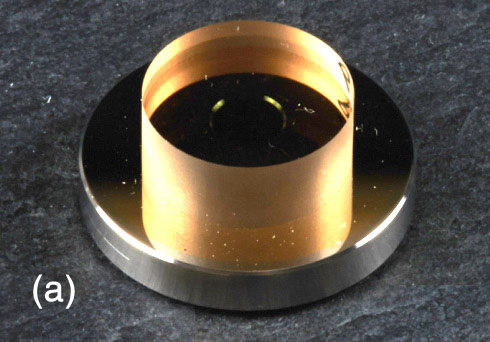
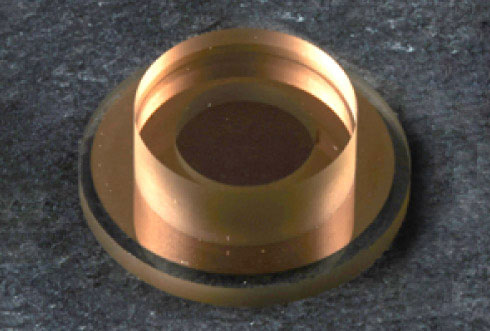
사파이어 + 금속
(a) 사파이어 직경 φ15mm-두께 6mm, 스테인리스 외경 φ24mm-내경 φ5mm-두께 4mm
(b) 사파이어 직경 φ15mm-두께 6mm, 탄탈 직경 φ20mm-두께 3mm

사파이어 + 알루미늄
금속 박막의 성분 조정에 의해 색조를 변화시킬 수 있습니다. 사파이어 30mm□-두께 0.4mm, 알루미늄 30mm□-두께 0.5mm. (b)만 사파이어 두께 0.04mm입니다. 알루미늄에 붙여 넣은 채로 사파이어를 매우 얇게 연마하고 있습니다. 알루미늄에 붙여서 사파이어를 보강하여 극박의 연마가 가능합니다.

사파이어 + 지르코니아
세라믹끼리의 접합도 가능합니다. 사파이어 직경 φ33mm-두께 0.5mm, 지르코니아 직경 φ20mm-두께 0.7mm.

사파이어 측에서 관찰
지르코니아측에서 관찰
사파이어 렌즈 + 슈퍼 인버
선팽창 계수가 크게 다른 물건끼리의 조합으로도 가능합니다 (사파이어 5.3x10 -6 /K, 슈퍼 인버 0.6x10 -6 /K). 사파이어는 접합 후에 렌즈 가공을 실시하고 있습니다. 사파이어 렌즈 외경 φ34mm-R22mm, 슈퍼 인버 외경 φ34mm-내경 φ24mm-두께 22mm.

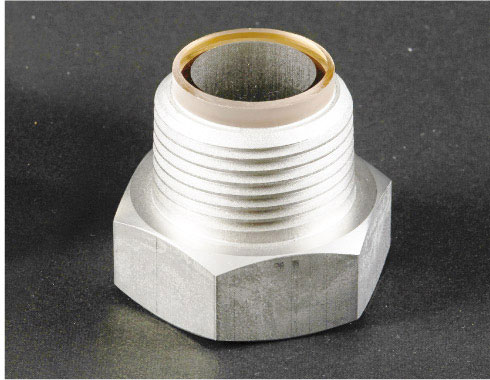
사파이어 창 + 스테인리스 배관 부품
반응 용기 내부의 모습을 확인하기 위한 사파이어 뷰포트가 됩니다. 사파이어 직경 φ26mm-두께 5mm, 스테인리스 NPT1”.
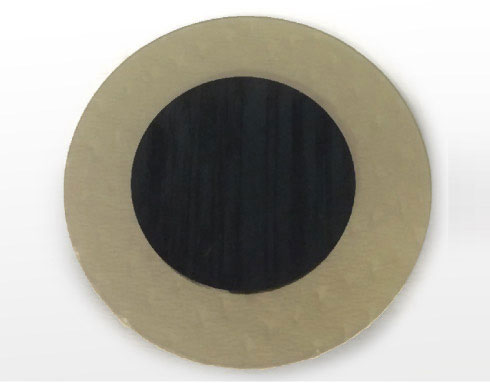
사파이어 창 + 사파이어
두꺼운 사파이어끼리의 접합입니다.
사파이어 직경 φ16mm-두께 5mm, 사파이어 링 외경 φ24mm-내경 φ10mm-두께 2mm.
이형 형상으로도 접합 가능합니다. 플레이트 직경 φ36mm-두께 1.2mm, 링 외경 φ32mm-내경 φ29.5mm-두께 2mm.
미세 구조
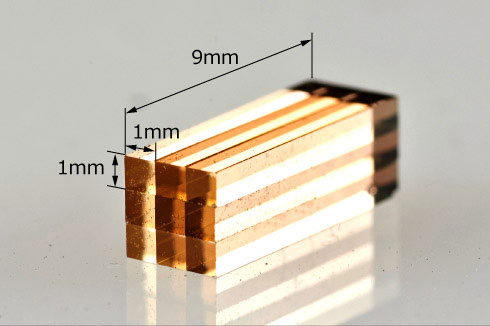
1mmx1mmx9mm의 석영 유리를 9개 접합하고 있습니다.
접합 특성
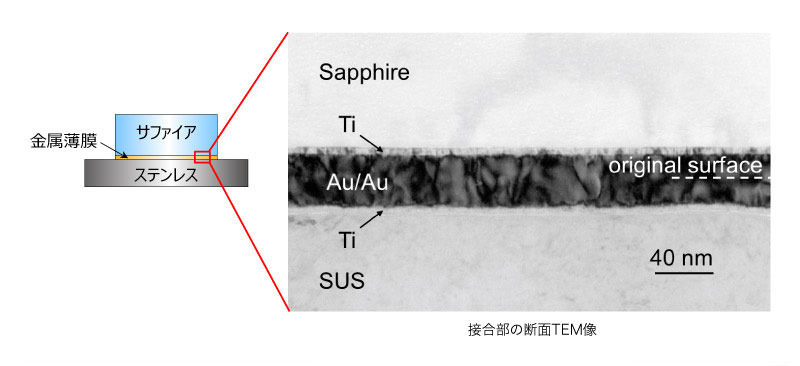
접합 계면의 단면 관찰
원래 있던 금과 금의 계면(Original surface)은 접합에 의해 없어져, 금이 일체화하고 있는 것을 알 수 있습니다. 하지막으로서 티타늄을 성막하고 있습니다만, 사파이어, 티타늄, 금, 스테인리스의 각각의 계면에는 틈이 없고, 양호한 접합 상태인 것을 알 수 있습니다.
참고 문헌: M. Ishii, H. Kon, M. Uomoto, T. Nakaya, and T. Shimatsu, ”Room Temperature Bonding of Sapphire with Sapphire or Metal Substrates in Air using Au Films”, The 4 th IEEE International Workshop on Low Temperature Bonding for 3D Integration (2014)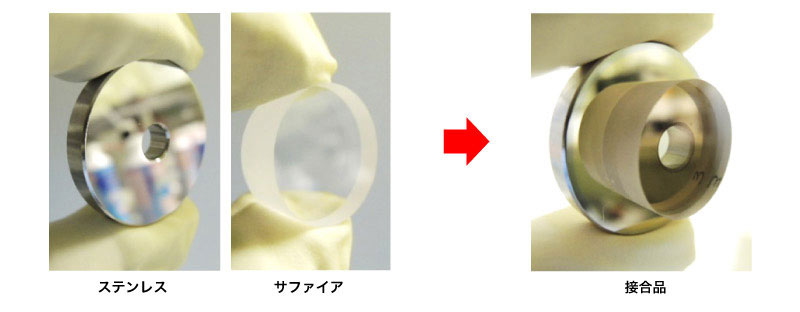
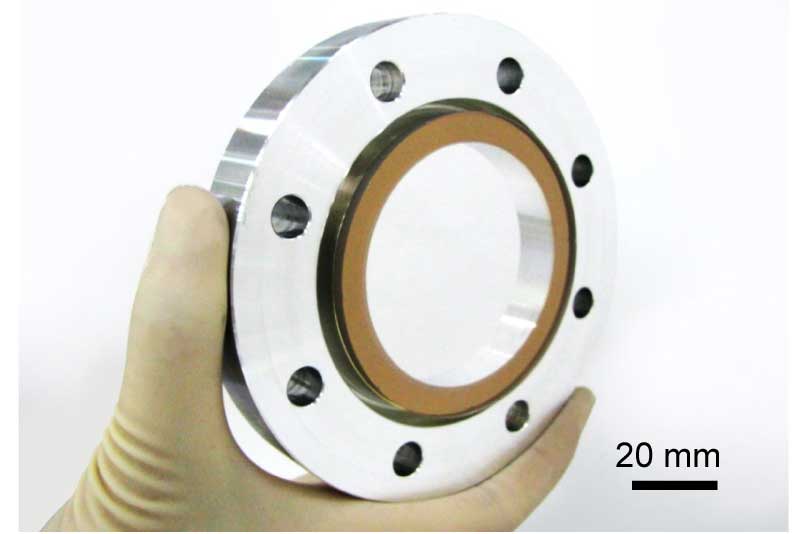
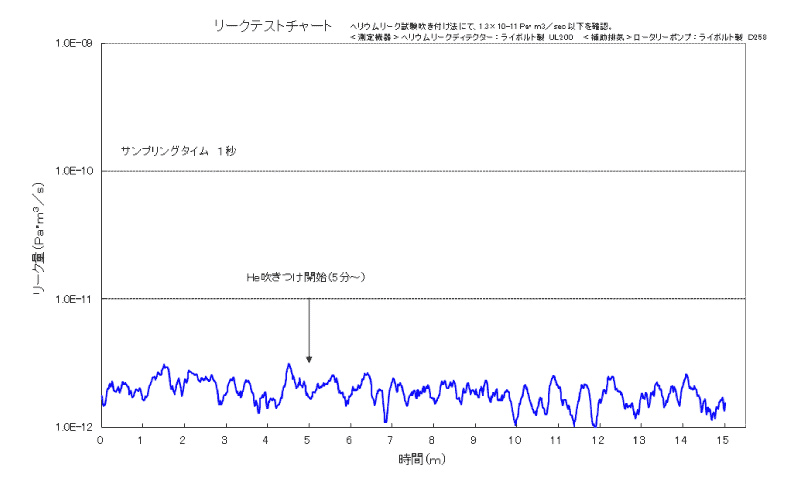
접합 계면의 단면 관찰
알루미늄의 플랜지에 사파이어 창을 접합한 진공 장치용 뷰포트를 제작해, 기밀성의 평가를 실시했습니다. He 분사 개시 후에도 누설량은 증가하지 않고, 기준치 1.3×10-11 Pa・m3/sec 이하로 유지되고 있기 때문에, 양호한 기밀성을 유지하고 있습니다.
참고 문헌 : 이시이, 지금, 우오모토, 나카타니, 시마즈, ”Au 박막을 이용한 대기 중 실온 접합 기술에 의한 초고진공용 사파이어 뷰포트의 형성”, 제29회 일렉트로닉스 실장 학회 춘계 강연 대회 예고집, pp .197-198 (2015년)
- 이전글정밀 보석 부품 > 정밀 가공 > 미세 구멍 가공 (미세 구멍 가공) 23.04.25
- 다음글정밀 보석 부품 > 정밀 가공 > 수탁 연마 가공 23.04.25